


| Work-pieces | Material | Machine | Shape | Coolant |
| Drills
End mills Reamer |
Tungsten carbide
HSS Cermet |
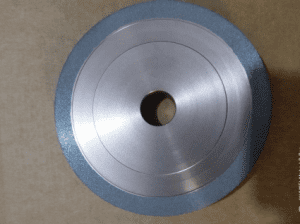
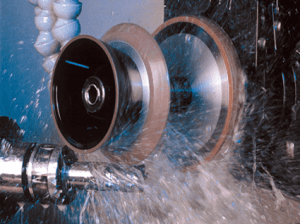
All CNC tool grinding machines | 1A1, 1V1, 14F1
Diameter: 50 – 200 mm T: 3 – 30 mm X: 5 – 15 mm |
Oil
Emulsion |
| Micro drills
Mini end mills Burrs |
Tungsten carbide
HSS |
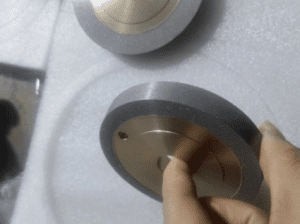
Precision tool grinding machines for micro and mini tools | 3A1, 4A9, 14V1
Diameter: 50 – 200 mm U: 2 – 6 mm X: 5 – 10 mm |





 E-mail:robert@honestsuperabrasives.com
E-mail:robert@honestsuperabrasives.com
 1915,Towe13,No8 Daxae Rd,zhengzhou,China,450000
1915,Towe13,No8 Daxae Rd,zhengzhou,China,450000
 +86 (0371)88004511
+86 (0371)88004511
 tel:+86 13526675653
tel:+86 13526675653  Whatsapp: +86 13526675653
Whatsapp: +86 13526675653